

Open and Flexible CNC Platform
The PMC 9 is well suited for new machines, retrofits, and custom applications. Powerful servo motors do the heavy lifting while the dedicated motion control board makes sure everything stays synchronized. The user interface is powered by an industrial PC and dust and water/oil resistant touchscreen. The PMC 9 has a powerful built-in PLC program allowing customization of the machine and operator interface.
Each PMC 9 control has a custom electrical enclosure designed around the specific components. The operator pendant is also custom and can be modified to your needs.
For a typical PMC 9 system overview click the button below.
PMC 9 CNC SYSTEM APPLICATIONS
Multi Spindle Lathe

E-DRIVE Slides Available
Horizontal Boring Mill

3 or 4 Axis
Vertical Mill

Tool Changer & Probe
Pipe Driller
10 or 14 axis
Grinder O.D.

Angle head or straight head
Vertical Turning Lathe

3 or 4 Axis
Rotary Table

Single or Multi Axis Control
Tool Grinder
4 or 5 Axis
Router - Turbine Blade

3, 4, or 5 Axis Depanelization Router
Router - Depanelization

Multiple Spindle Option
Custom CNC

Custom Motion Control
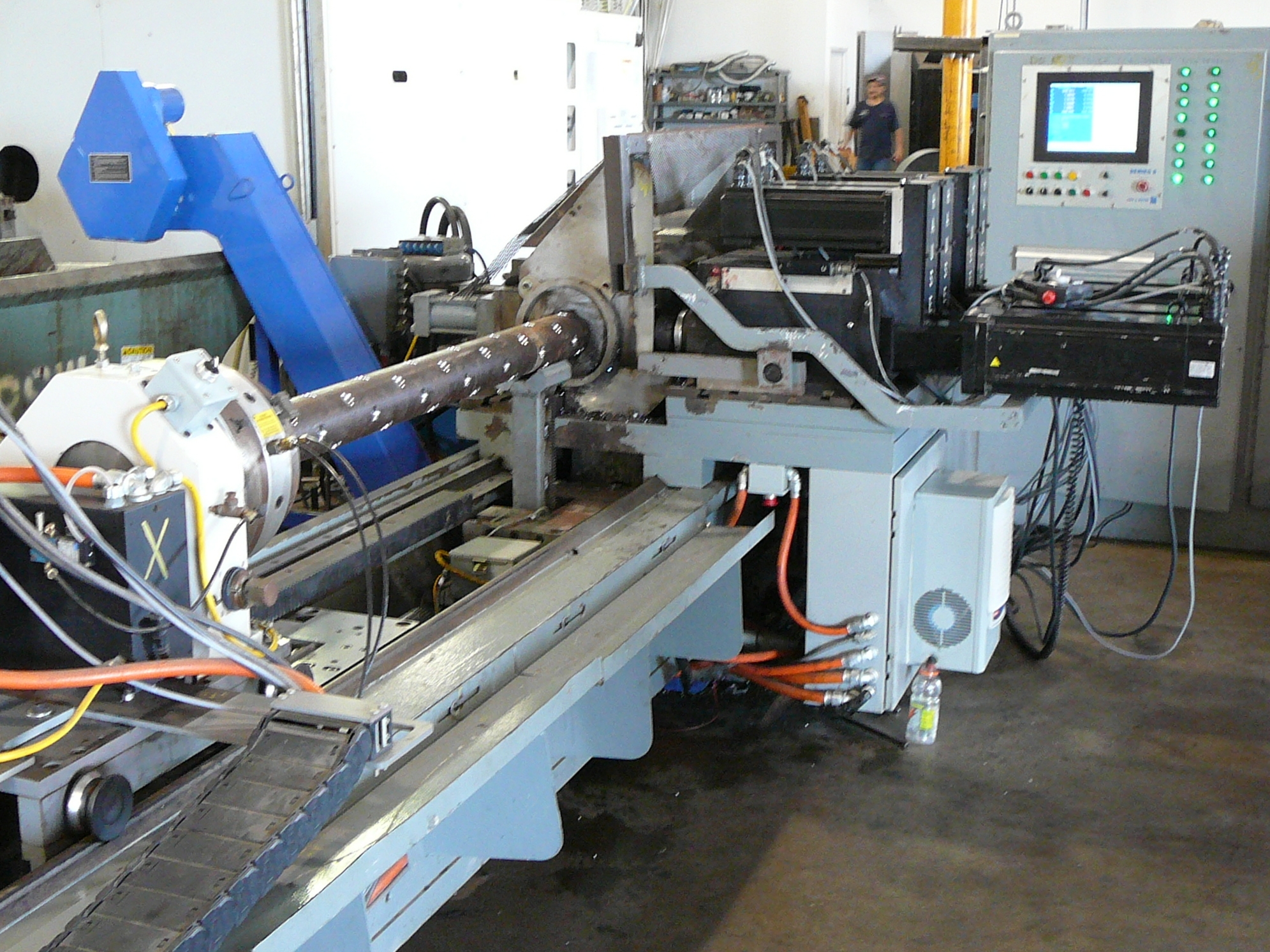
MULTI SPINDLE LATHE
PMC 9 Adds Flexibility to the High Production Capability of a Multi Spindle Lathe
Shorter setup time
Improved accuracy
Part size adjustment
Single point threading
Eliminate second operation with CNC backfinish
Eliminate special tooling
Feed Encoder - absolute position tracking of the main feed cam
Servo Feed and Variable Spindle Speed
Fine-tuning of the Acme machining cycle for job setup was never easier! With CNC control of the feed motor and spindle, the operator no longer has to change gears to set his cycle time. Infinite variability is possible by adjusting spindle RPM and feed motor speed independently. Spindle RPM can be adjusted on the fly; both the high feed and low feed rates can be set easily in an operator menu. Setting the high and low point angles for each job optimizes the overall cycle.
Combine the feed/spindle control with two 2-axis CNC slides, and you have improved part accuracy to go along with the improved cycle control.
This customer reported a 50% improvement in productivity!
single point ID threading eliminated burrs on the part, which eliminated hand work
single point OD profile turning saved form tool costs; provided better control of part accuracy
automatic part loader (this is a chucker machine) was controlled by the SERIES 8
thermal compensation of spindle carrier growth avoided bad parts during machine warmup
Multi Spindle Lathe Brochure, (PDF, 2.1 MB)
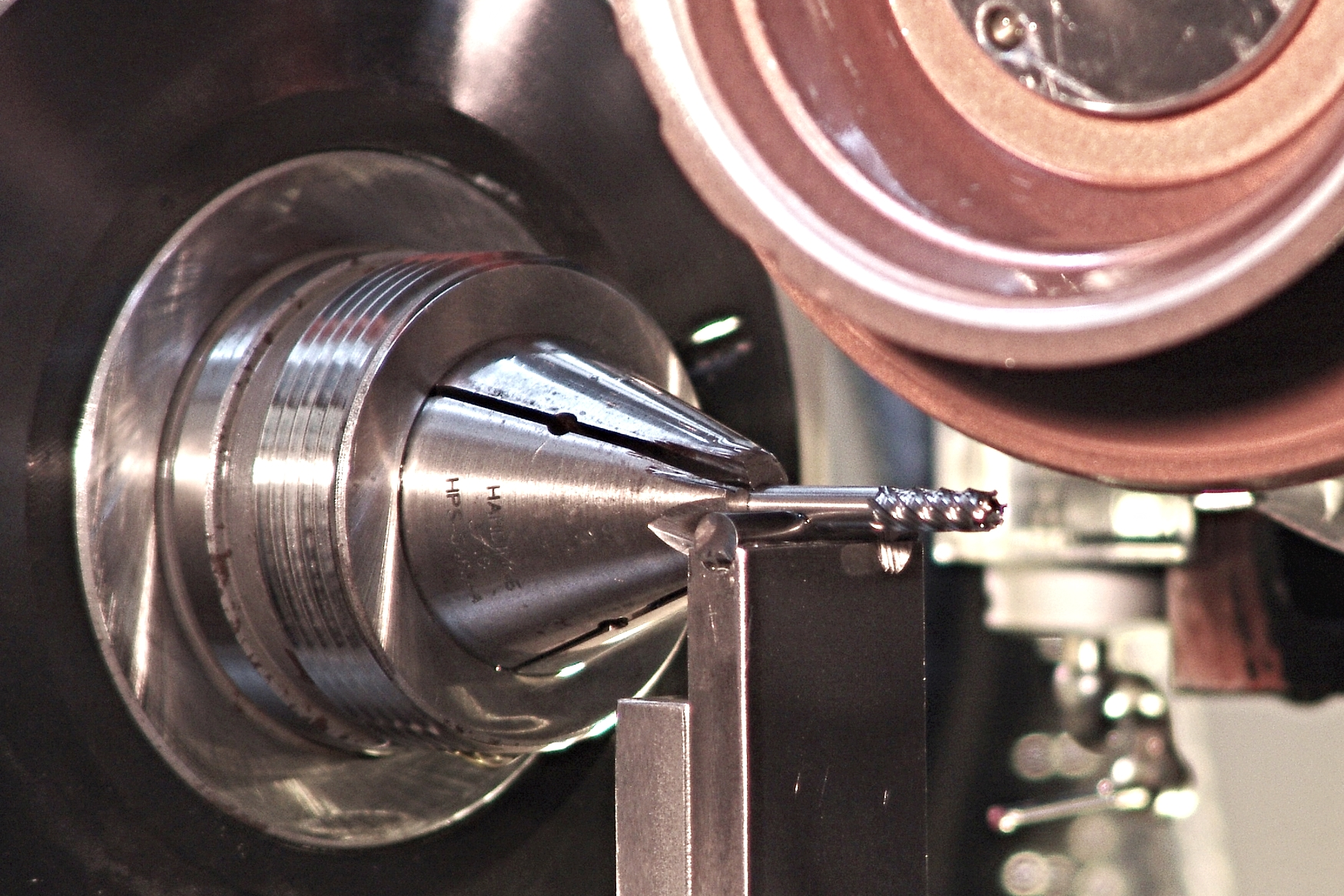
GRINDER O.D.

3 Axis Angle Head Grinder with Endwise Part Locator
Either a 2 axis or 3 axis (rear dressing station) both setups are capable of complex wheel geometries. The grind cycles are easy to program using a fill-in-the-blank table. Store grind cycles on the internal hard disk to easily change between common jobs. Adding a handheld pendant allows the operator to closely inspect the part during initial touch off and location of the zero position on the dressing diamond. Powering the new servo motors are SIEB & MEYER SD2 amplifiers.
Gage feedback during the grind cycle, the part program can be adjusted to either stop before the final "programmed" diameter is reached or to in-feed beyond the "programmed" diameter to reach the desired diameter.
The new part locator uses a high resolution encoder to offset the Z axis position of the grinding wheel for individual part variation.
PMC 9 Grinder Brochure (PDF, 1.0 MB)
TOOL GRINDER
5 Axis Tool Grinding on a Machine Designed by TOOLMAKERS for TOOLMAKERS
The Home of the Tool Master has become smarter and faster with the new SIEB & MEYER CNC control. SIEB & MEYER PMC 9 8 uses standard Ethernet to provide a real time link to the motion interface. The PC controls the user interface, provides part program storage and network connectivity. The SIEB & MEYER servo interface includes rack mounted servos with a common power supply integrating the spindle drive.
With higher throughput capacity, the new control promises efficiency and productivity gains for manufactures seeking absolute maximum performance from their equipment. The selection of the PMC 9 increases the actual performance when using real applications you don't have to know anything about programming to operate. The Tool Master and the SIEB & MEYER control supports the MTS Tool Kit software allowing the operator to reduce setup times, improve efficiencies and productivity. The Tool Kit software offers a unified solution for a great variety of tools: End Mills, Milling Cutters, Burrs, Step Drills, Profile Tools, Reamers, Tapes, Countersinks and 3D modeling for Tool Simulation.
Tool Grinder Brochure (PDF, 1.0MB)

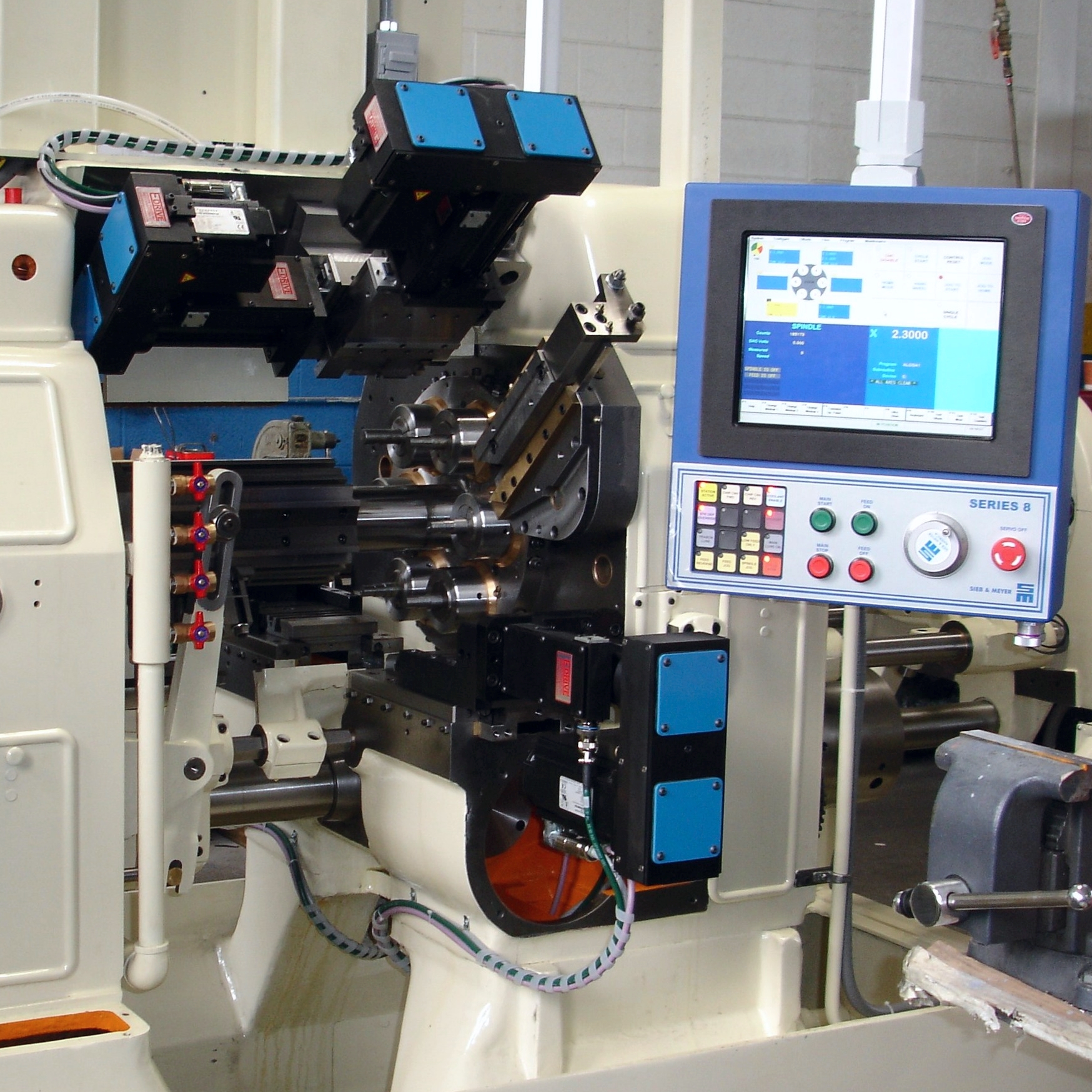
HORIZONTAL BORING MILL
Rugged 5 Axis Machining with Latest Technology CNC
Another example of taking a great machine and giving it a new life! SIEB & MEYER USA brings modern CNC capability to a well-built, horizontal mill. With this machine, existing servo motors and drives were used, via an analog interface. The machine was rebuilt by Dayton Machine Tool.
This machine has four linear axes (X,Y,Z,W) plus an optional 5th axis rotary (A). Conversational program cycles allow quick programming of common functions, or conventional G-codes are used for more complex parts.

VERTICAL TURNING LATHE
2 Axis Vertical Turning Lathe
This machine was rebuilt, and a SIEB & MEYER USA control was installed and integrated by the rebuilder. The machine has a 5-position tool turret, and linear scale feedback for accurate positioning. It uses the basic lathe functionality of the SERIES 8 CNC, including :
Constant Surface Speed (CSS) control of spindle speed
Tool offset + tool wear offset for part size adjustment
Diameter programming
Control of three speed ranges for spindle
SIEB & MEYER 84 series servo drives with digital interface
Analog output for control of spindle speed

ROUTER - TURBINE BLADE
5 axis routing machine with part probing/camera
The machine is used to remove flash from a ceramic part. The ceramic part is first cast and then "fired" to harden the brittle material. After the firing process, the core is then machined to remove the flashing around the casting seam. The part size can vary greatly after the firing process. Using datum points on the part fixture and probing each clamped part, the PMC 9 adjusts the part program to remove only the flashing.
The original machine was a standard 3 axis machine with an extra axis, W, to control the depth of the probe. The finished machine added a 5th axis, B, for rotation about the Y axis. The flashing must be removed perpendicularly from the parting line, so the complex geometry of the part requires it to be rotated rather than having expensive fixtures made.
The entire electrical system was removed and a new electrical enclosure with SIEB & MEYER SD2S servo amplifiers was designed and mounted to the machine to reduce floor space. A new operator pendant, with a touch screen and keyboard, was added to the machine from the electrical enclosure, again reducing the floor space used. The old DC brush motors were replaced with new brushless servo motors. The old door was manually opened and closed, the PMC 9 now controls the automatic pneumatic door.
The probe cycles are easily setup using a table with fill-in-the-blank fields. Part programs and probe cycles are store on the local hard disk for the operator's convenience. New part programs can be copied to the CNC using the externally mounted USB port. Safety relays and circuits require the operator to be in a safe position before the machine is in motion.
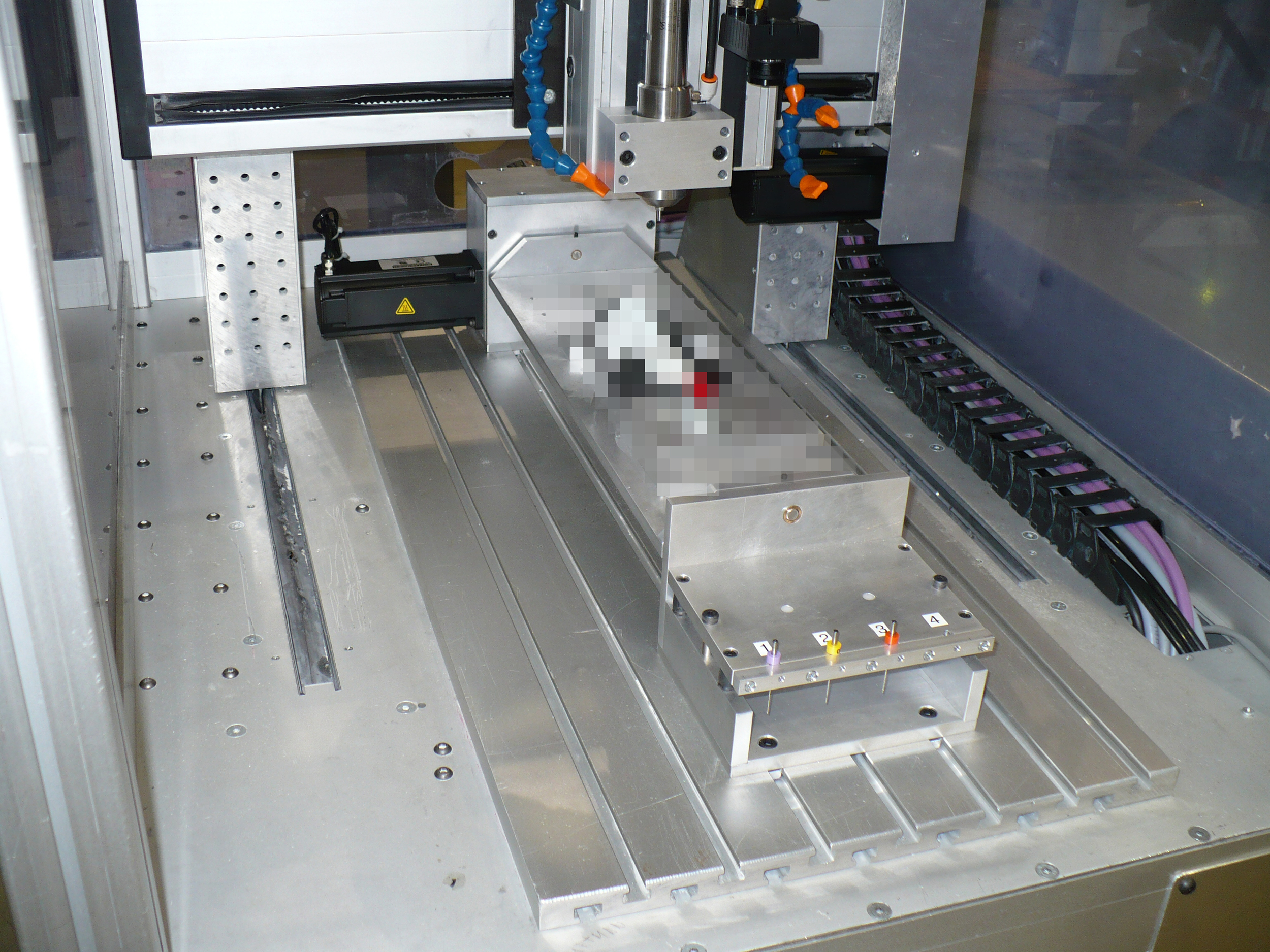
ROUTER - DEPANELIZATION PRINTED CIRCUIT BOARD

3-axis routing plus part load/unload
A 3-axis router, this machine is used for depanelization of completed circuit boards. The machine can be configured as a standalone type (manual part load/unload), or part of an assembly line (automated load/unload). In both cases, traditional part programming formats are supported from the PCB industry for coordinate system offsets, step & repeat pattern routing, and control of cutter compensation with head up/down codes.
The PMC 9 configuration includes the Powerpack servo system complete with XYZ servos and the spindle drive. The spindle drive uses the sensorless technology, and routs from 15,000-100,000 RPM.
Automated part load/unload
The PMI (programmable machine interface) program of these systems controls an auxiliary servo plus digital I/O to pick up parts from an incoming conveyor, place them on the machine table, then remove them when finished. Various configurations of multiple load and unload heads are supported. Scanning of bar codes can be used to select the routing program.
Part Program Digitizer
An optional program is available in the PMC 9 that allows creating a part program by digitizing points. While moving the machine manually with the handheld pendant, the operator uses a camera system with cross-hair display to find the move endpoints, then record the coordinates and store in a program file.
VERTICAL MILL
automatic tool change, probing, tapping, and more
This package brings a great machine back to life - the way it was meant to be controlled. Many other CNC retrofits just get the axes moving again, and miss on providing the full capabilities of the machine. The SERIES 8 CNC retrofit has full tool change, part probing capability as well as compatibility with the original GE2000 part programming codes. The Monarch vertical mills have a Z-axis "quill" and W-axis "arm" which are parallel axes to optimize the rigidity of the cutting process. The Z-axis can go into a special open loop mode for easy tool length setting, and tapping with hydraulic assist. Putting new CNC technology on a sturdy machine like this provides the best of both worlds. This control upgrade was done completely on-site, at a United States Air Force facility.
A-axis may be connected/removed without changing control configuration
40 position automatic tool changer with servo controlled tool chain
Air tapping (Z-axis servo disengaged), and servo tapping
Spindle orienting at 0 or 180 degrees
Conversational cycles for rectangular and circular pockets; bolt patterns
Probe position capture and probe cycles
Semi-automatic tool length setting
5-axis configuration(X,Y,Z,W plus optional A)

ROTARY TABLE

The PMC 9 for rotary table systems provides a powerful, yet economical means of controlling add-on rotary/tilt capabilities to a machine.
Torque Motor Drives
SIEB & MEYER Series 84 servo amplifiers control direct drive, torque motors for the rotary motion. With high resolution feedback, this system offers speed and accuracy improvements over traditional gear driven rotary axes.
Flexible Configuration
The PMC 9 can be run with its PC front end for full flexibility in programming and cycle control; or the PC can be removed and the MC84 board run standalone.
CUSTOM CNC
Custom CNC
The PMC 9 CNC allows for many possible configurations. The standard and most common setup has a touchscreen user interface. Another option is to run a standalone control with the monitoring and process control by an external control.
Platelet Separator
A unique application for the medical industry, this machine is used for controlled agitation to separate platelets in a medical process. The two rotary motions simulate an elbow and wrist motion to provide the agitation. A separate control system is used to monitor the process and send signals to control the frequency and amplitude of the agitation.
Sinusoidal Control
A key part in the development of this system was to provide a continuous cycle which can run at high speeds, with constant reversal of direction, yet maintain a smooth transition when reversing. A special control algorithm was created to provide a sinusoidal path of motion.
This control runs as a standalone motion control system, without the PC front end. The overall process control communicates simply via digital I/O to control the process parameters.
